Kategori
Permasalahan dan Perawatan pada Proses Produksi Pipa PE
March 30 , 2023With the continuous advancement of technology, PE pipe machine are widely used in all aspects of production and life due to their unique advantages, such as building water supply, construction drainage, buried gas transmission and distribution, gas pipelines, electrical and telecommunications protective casing, industrial pipes, agricultural pipes, etc. So, what problems may be encountered in the process of producing PE pipes? This article will list some problems that may occur in the production process and give corresponding solutions.
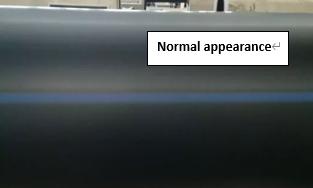
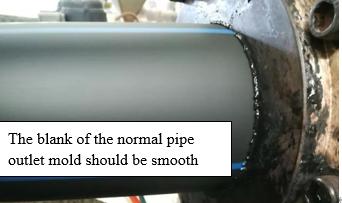
First of all, the normal appearance of PE pipe should be smooth and symmetrical, and PE pipe extruder make the specific manifestation is smooth appearance, flat and uniform, and consistent color. As shown in the following figure.
However, various problems can arise during the production process, such as:
a) The surface of the pipe is rough
b) Groove marks appear on the outer surface of the pipe
c) Groove marks appear on the inner surface of the pipe
The specific solution is as follows
a) The surface of the pipe is rough
Adjust the process temperature. The problem is generally caused by low temperature.
Increase cooling water temperature or production speed.
Periksa apakah saluran air tersumbat atau tekanan air tidak merata, yang mengakibatkan aliran air dan permukaan pipa menjadi kasar. Atau periksa apakah tekanan air terlalu tinggi dan laju pendinginan terlalu cepat.
Periksa apakah cincin pemanas laras dan kepala rusak, sehingga suhu pemrosesan tidak mencukupi.
Sesuaikan laju aliran masuk dari sizing sleeve.
Konsultasikan dengan pemasok bahan baku untuk mengetahui parameter bahan baku batch ini (ukuran lelehan, suhu pemrosesan, dll.)
Periksa suhu inti cetakan, jika lebih tinggi dari suhu bagian die outlet, naikkan atau turunkan suhu inti.
Bersihkan cetakan (0,5-1CM pada cetakan inti sangat rentan terhadap kokas dan menyebabkan permukaan menjadi kasar).
Sesuaikan jarak antara sizing sleeve dan outlet die, semakin dekat jaraknya, semakin halus permukaan pipa.
Menyesuaikan formula; Masalahnya umumnya disebabkan oleh rasio yang buruk dari jari yang meleleh rendah dan bahan jari yang meleleh tinggi.
b) Tanda alur muncul di permukaan luar pipa

Sesuaikan tekanan keluar dari selongsong ukuran, keluaran air harus seimbang, dan jumlah air yang berlebihan dapat dengan mudah menyebabkan parit.
Sesuaikan sudut nosel di tangki kalibrasi vakum agar pipa mendingin secara merata.
Periksa apakah ada serpihan, gerinda, dll. pada perangkat keras seperti stopkontak mati, sizing sleeve, mesin pemotong, dll.
Saat mengganti bahan baku, itu juga akan membentuk alur bergaris, yang akan membutuhkan waktu untuk diperbaiki. Saat mengganti bahan baku (seperti MPP untuk PE), perlu untuk mencuci laras garis ekstrusi pipa PE dengan sekitar 200kg bahan murni dengan jari leleh rendah, cuci bahan lain di laras, dan kemudian gunakan bahan formula untuk diproduksi.
c) Tanda alur muncul di permukaan bagian dalam pipa
Periksa apakah pipa bagian dalam dibanjiri air, dan jika air masuk, peras blanko pipa yang baru saja diekspor ke cetakan dengan kuat untuk menutup rongga dalamnya. Diameter besar harus dihentikan untuk mengalirkan air sebelum memulai, atau tanggul digunakan untuk mencegah air mengalir ke pipa yang baru disambungkan.
Kurangi suhu internal cetakan.
Bersihkan dan perbaiki cetakan pemoles, karena cetakan mungkin memiliki simpanan kokas.
Waktu henti yang berlebihan menyebabkan suhu cetakan inti rendah, atau menyebabkan penskalaan cetakan.
No. 17, Xiwei road, Qiandeng town, Kunshan city, Jiangsu province, China
Surel : jelf@wonplus.com.cn
Telp : +86-18962213276
Whatsapp : +86-18962213276
 Jaringan IPv6 didukung
Jaringan IPv6 didukung